
Centrifugal dewatering in competition
A great number of grained products from processing technology, the chemical industry and the pharmaceutical industry have to be dewatered with regards to its usability resp. further processibility. Examples for this are:
This separation can be made thermal or also mechanically. In both kinds of dewatering it has to be distinguished between various parts of liquid in the aggregate material, whose bond forces are differing for orders of magnitudes from each other. According to their removability and their local appearance parts of liquid remain in a complete or only partly saturated package as shown in the following picture:
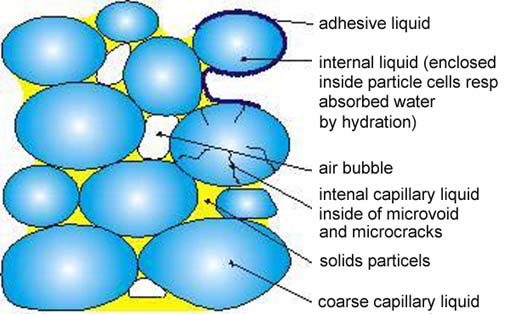
Rate of liquid in an aggregate material according to Bartel in schematic image
Therefore the drying process is made for the thermical as well as also for the mechanical drying in several phases.
With the thermical drying the adhesive liquid evaporates and steams in the first drying phase, then the drying of the coarse capillaries starts and when also this liquid has been driven out the drying of the pores start. In a final phase the internal capillary liquid which is bound in the crystallin structure will be driven out. Although with the thermical drying the product can be fully dehydrated, but this kind of dehydration is very energy-intensive, so that it is more economical to deposit the liquid out of the solid in a first step. Furthermore with the thermical drying of sensitive materials there is a danger that the solids will be damaged by boiling und steaming in the pores.
With the mechanical drying the humidity will be displaced by a porous filter medium with the effect of a driving potential. The last one either can be realized by a pressure difference or a centrifugal field of force. For example, the following aggregates are suitable for drying:
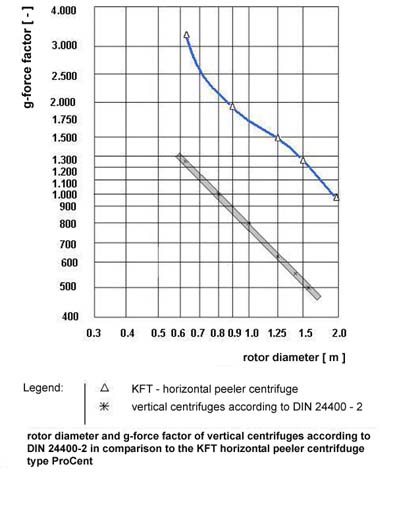
Standard achievable g-force factors with Krettek horizontal peeler centrifuges in comparison with equal-sized vertical centrifuges according to DIN 24400-2 due to the diameter
With the dewatering with pressure belt filters or chamber filter presses higher pressures can be realized, but also these processes have their limits. Their decisive disadvantage is that the cakes to be dewatered are strongly compacting and they can only be discharged in larger connecting solids packages. Before its further use the drying goods have to be finely distributed by striking works, so that a further aggregate has to be integrated into the process in addition to the pressure belt filter resp. to the chamber filter press. Furthermore a closed, i.e. gasproofed production by such plants can only be realized by a very constructive expenditure. In spite of the high pressures the degrees of drying normally cannot be reached in technically optimized centrifuges by the already mentioned tendency of the dried goods to compact. You get an impression of the achievable g-force factors of the Krettek-centrifuges by recalling the respective centrifuge specific diagramme. It shows the centrifugal factors realized in Krettek-centrifuges in comparison with these of vertical peeler centrifuges according to DIN 24400-2.
All these disadvantages attached to the vacuum and pressure filtration do not occure with the centrifugal dewatering with the high g-force factors, which can be realized by Krettek. With these high g-force factors of this centrifuge technology the previous process limits, given by the products of competitors, could be overcome. By the far higher g-force factor of the Krettek-centrifuge the capillary rise of adhesive liquid as well as a part of the pore liquid could be overcome and also great parts of the liquid, which are containing in the large capillary system, could be driven out of the cake. The residual moisture of the cake will be reduced so much, that even products with thixotrope or dilatant behaviour can be treated without problems in many cases.
Furthermore the demand for washing water can be strongly reduced by this high realized g-force factor and the excellent driving out of the mother liquor. Often the washing which is necessary with vacuum belt filters and vacuum basket filters is even completely unnecessary.